История создания динамиков в АС серии «Электроника»
Мифы и реальность: история создания динамиков серии «Электроника»
В этой статье я хочу рассказать об истории создания систем серии «», развенчать возникшие вокруг них мифы и легенды. Мы подробно разберем технологию производства диффузоров, о которой ходит больше всего споров.
Из того, что больше всего на слуху: «вспененный никель» диффузора НЧ, сапфировое покрытие купола СЧ, мифы о хрупкости и прорезях лазером на подвеске ВЧ. Лично я чаще всего сталкивался с вопросами именно по технологии производства НЧ диффузора. С него и начнем.
Никель плавится при температуре 1455 °С, а закипает при 2900 °С, как и железо. Если посмотреть на диффузор головки НЧ, то виден объемно-пористый металл, но привычной пены с пузырями не видно. Вспенивать металлы научились еще в 60-х годах, но эта технология очень дорога и требует специального оборудования. Главное — она не позволяет без сложнейшей дополнительной обработки получать тонкопрофильные открытопористые конструкции сложной формы.
Почему диффузор не из вспененного металла?
Вспененные металлы выглядят иначе: диаметр пузырьков зависит от места, пленки сохраняется, а у отливки есть стенки. У диффузора «Электроники» ничего такого нет. Как же его получали?

Технология производства была следующей:
- Приобретался обычный мебельный пенополиуретан (ППУ) толщиной 40–45 мм.
- Нарезался на кубы размером 400х400х400 мм.
- Куб сильно сжимали и загружали в специальную ретикуляционную камеру. В камеру закачивалась смесь водорода и кислорода. Снимали нагрузку, ждали, пока он распрямится и пропитается смесью. Затем смесь поджигали — происходил контролируемый объемный взрыв. Пленки ячеек в ППУ выбивало ударной волной и оплавляло края ветвей. Он становился открытопористым (открытоячеистым). Вот разница — adhesive-m.ru/articles/14/porolon-reticul. Эта технология тогда уже была известна и применялась для изготовления заполнения открытопористым поролоном баков вертолетов, чтобы они не взрывались при попадании раскаленных осколков и пуль.

- Далее куб нарезался (распускался) на тонкие пластины 400х400х20 мм. Технология нарезки проста — накаленной струной. Вот видео похожей технологии: youtu.be/GJSUOkf2Ah8
- Пластинки обезжиривались в хим. ванне и натягивались на конусообразные оснастки.
- Оснастки собирались в вертикальные елочки, погружались в 1-ю химическую ванну. В ванну заливался тринатрийфосфат для более качественного обезжиривания. Тщательно промывали.
- Погружали заготовку во 2-ю химическую ванну и сенсибилизировали двухлористым оловом (химическое осаждение солями олова). Промывали. Вынимали.
- Погружали заготовки в 3-ю ванну. И проводили химическое меднение заготовок до 8 мкм.
- Заготовки вынимали из ванны, снимали с оснастки. Вновь собирали в елочку, нанизав их на штырь и обвязав корзиной из медной проволоки. Погружали в электрохимическую ванну.
- Покрывали заготовку никелем методом матового гальванического никелирования.
- Вынимали заготовки из ванны, разбирали корзины. Обрезали (прессом) по форме диффузора.
- Загружали диффузоры в водородную печь, выжигали основу (пенополиуретан), и попутно производили отжиг — снимали поверхностные окислы, упрочняли структуру, снимали напряжения, chem21.info/article/696405/ Диффузор становился намного легче, светлее, появлялся бархатистый блеск. Собственно всё — диффузор готов.
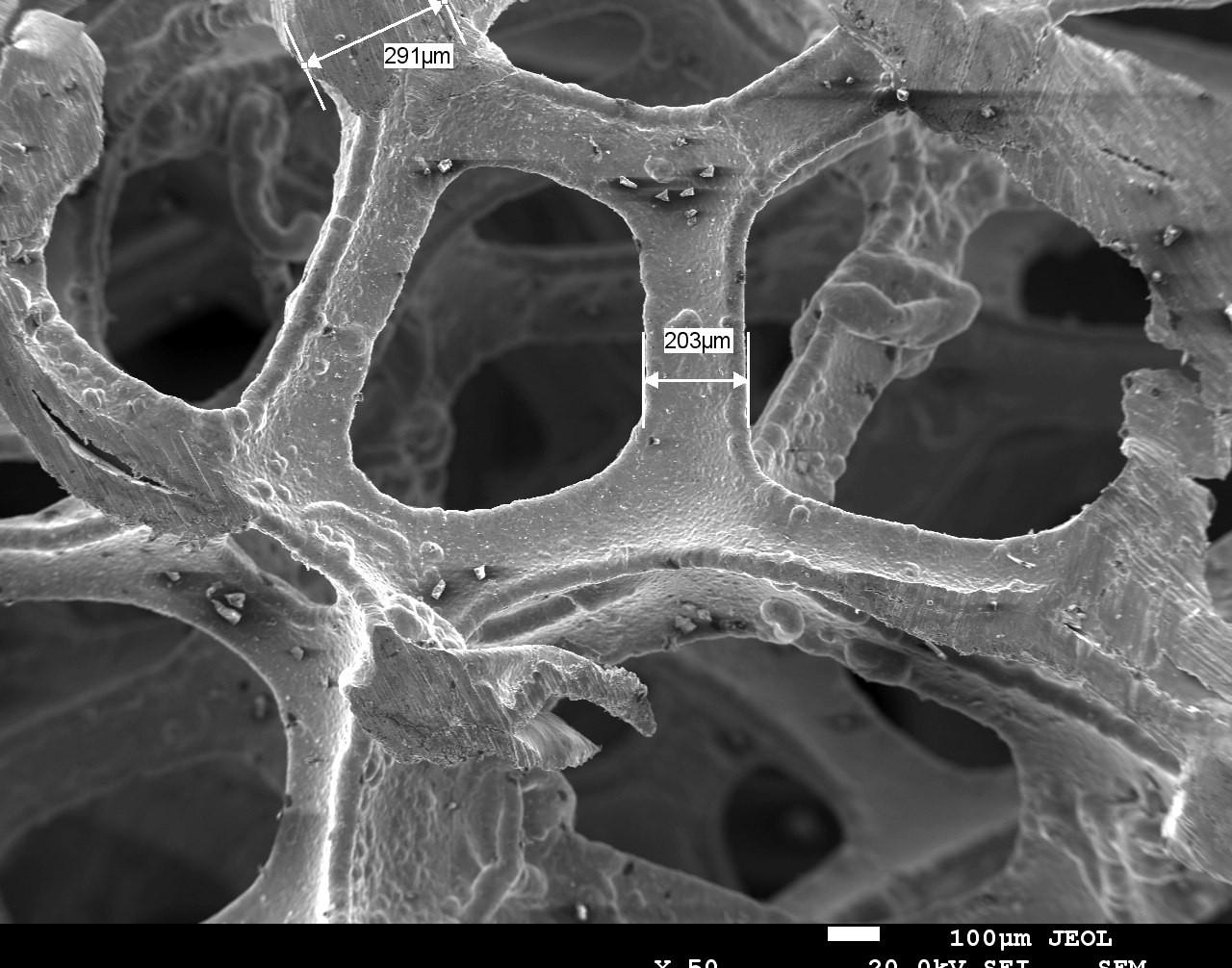
На фото ниже — изображения с электронного сканирующего микроскопа. Структура в целом и срез (разлом) одного тяжа. Видно, что он треугольный и пустотелый. Кстати, именно по остаткам полимера внутри и структуре металла стало понятно, что никель наносился на матрицу электрохимией.
Изображение с электронного сканирующего микроскопа. Структура в целом
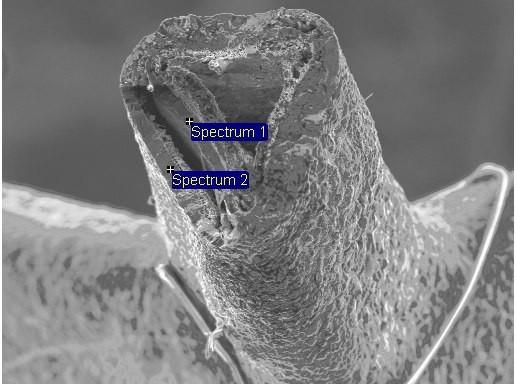
Изображение с электронного сканирующего микроскопа. Срез (разлом)
Технологические нюансы производства
Еще некоторые важные моменты:
Кубики поролона были 400х400х400 мм и резались на пластины толщиной около 2 мм, кстати, был довольно большой припуск на плюс. Резали проволокой, и поролон тоже не металл — немного поднимался после резки. Поэтому встречаются конуса до 2,4–2,6 мм толщиной.
Формировать конус из листа не получится — порвете. Нарушится вся структура. Заготовка должна повторять форму готовой структуры. Если заказывать у китайцев, то они сделают любую заданную форму. Им лишь бы платили.
Трехслойное нанесение (соль олова, медь+никель) — это типичный процесс никелирования пластиков. Поковыряйте любой вентиль от дешевого смесителя — под никелем увидите подложку из меди. Осаждать никель на пластик можно и сразу, но тогда он будет хрупкий, а покрытие будет неравномерное. У АС «Fisher» возможно не точно такой же процесс (есть масса разных вариантов реагентов и схем никелирования), но медная подложка была обнаружена сразу, что и привело к мысли, что это обычный гальванический процесс.
Подложка не выгорала, она оставалась внутри структуры. Она тонкая, толщиной 6-8 мкм, плюс в неё диффундирует никель, и характерного медного цвета нет. На скане микроскопа не сильно четко, но видны слои. На самом деле внутри структуры ещё и оставались невыгоревшие углеродные остатки пенополиуретана. Поэтому трудно было разобраться, где что и как. Прежде чем повторить диффузор Фишера, его как только не исследовали: и на механику, и сканировали, и растворяли, и в спектрометре сжигали.
Структура (крупноячеистая или мелкоячеистая) зависела от заготовки и, в свою очередь, от качества поролона, и с какого места была срезана пластинка поролона. Ближе к краям блока ячейки всегда мельче, в центре крупнее. Оптимальным являлись средние — баланс между весом и жесткостью.
Материалы и альтернативы
Клеили фольгу на диффузор эпоксидкой, в которую замешивали алюминиевую пудру — это было нужно для увеличения адгезии, снижении массы клея и улучшения декоративных показателей (так клей было менее заметен). Кстати, в некоторых системах пластилиновые пломбы тоже были покрыты серебрянкой. Это своего рода знак качества.
Первоначально материал был — фольга техническая 18-20 мкм. Когда её не было, применяли более дорогую упаковочную для пищевой промышленности «пищевую». Многие думают, что пищевая это хуже…. Нет, это лучше и дороже, т.к. к ней гораздо более жесткие требования по примесям и равномерность структуры лучше. Помню, Гайдаров долго убеждал администрацию брать только её.
О титане. Титан — уникальный материал и обладает очень интересными свойствами при нанесении на сталь или никель. Вот у меня ножницы для технических работ с толстым покрытием титана — великолепный инструмент, и отлично режет не только фольгу и ткань, но, если зазеваешься, и пальцы тоже.
Если вас интересует глубокое погружение в схемотехнику, рекомендую ознакомиться с материалом о простом концептуальном усилителе на TDA2050.
PS: В 2011 году японская компания Сумитомо объявила о создании похожей технологии, но на объемно-пористый алюминий: global-sei.com/news/press/11/11_19.html. Но я не слышал, чтобы они его промышленно производили, технология его производства, видимо, ещё дороже. Зато пористый никель можно заказать и купить любой формы, пористости и толщины. В компании Shanghai Zhongwei New Materials Co.,Ltd zhongweiaf.com/en/html/products/index_3.html Стоимость (FOB) от 56 до 120 долларов/м2.
Эти же ребята делают композиты из алюминия и много всякого интересного, что можно было бы применить для изготовления диффузоров, например никель-железные пористые материалы.
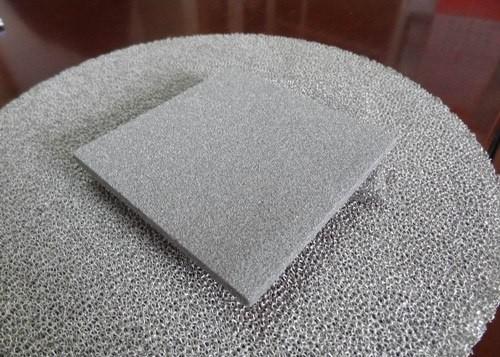
Алюминий
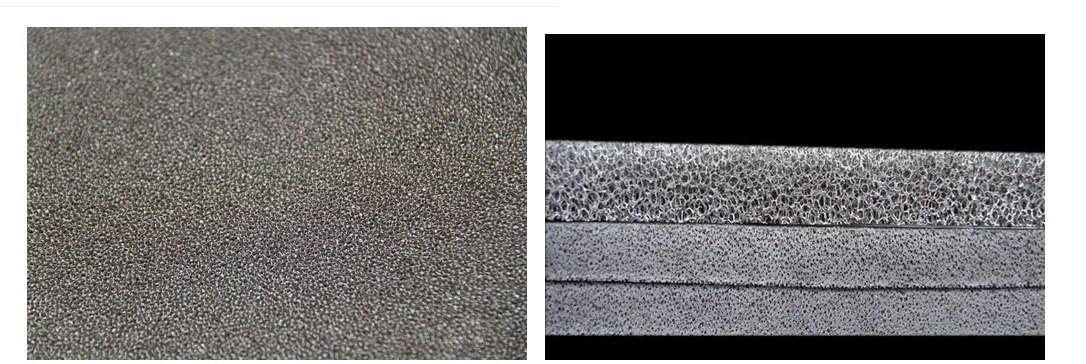
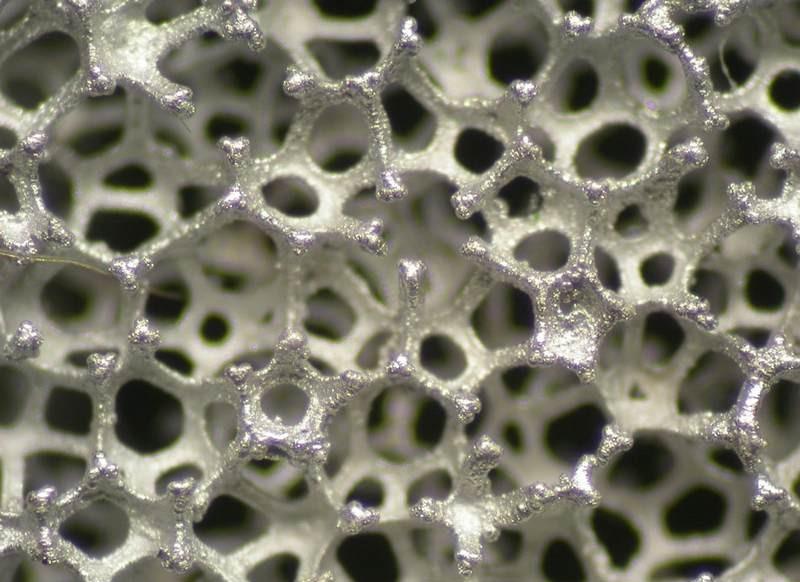
Объемно-пористый никель, производства Shanghai Zhongwei New Materials
Объемно-пористый никель, производства Shanghai Zhongwei New Materials
По материалам Алексея Рудова (vk.com/topic-66645252_34599588?offset=0). Если вы хотите углубиться в тему усиления звука, возможно, вам будет интересно почитать о мультиампинге для чайников.
Случайное видео по теме










Комментарии (1)